
2300596 — сетка бумагоделательной машины для изготовления бумаги с водяными знаками и способ изготовления этой сетки —
Сетка бумагоделательной машины для изготовления бумаги с водяными знаками и способ изготовления этой сетки
Иллюстрации
Показать все
Изобретение относится к производству бумаги, а именно к способу изготовления сетки бумагоделательной машины для изготовления бумаги с водяными знаками, к трафарету и системе, используемым при осуществлении способа, к изготовленной этим способом сетке бумагоделательной машины, а также к способу изготовления с использованием такой сетки высокосортной или эмиссионной бумаги. Сетка бумагоделательной машины имеет рельеф для создания многоступенчатого водяного знака и в заливочный состав или заполнитель заделывают участки этого рельефа, предпочтительно выступающие его части. Форма закрываемого заливочным составом или заполнителем участка сетки соответствует создаваемому водяному знаку. Для нанесения заливочного состава или заполнителя точно на отдельные участки сетки и/или для его отверждения только на заданных участках сетки используют трафарет, поверхность которого имеет рельефную структуру, которая по типу негативного рельефа согласована с полученным выдавливанием рельефом сетки бумагоделательной машины. Обеспечиваются точное позиционирование средств для формирования водяных знаков на рельефных участках сетки, их способность выдерживать высокие нагрузки, а также простота и дешевизна в изготовлении упомянутых средств. 5 н. и 16 з.п. ф-лы, 5 ил.
Реферат
Настоящее изобретение относится в первую очередь к способу изготовления сетки бумагоделательной машины для изготовления бумаги с водяными знаками, прежде всего для изготовления высокосортной или эмиссионной бумаги для ценных бумаг, таких как банкноты, чеки, удостоверения личности и иные защищенные от подделки бумаги и документы. Настоящее изобретение относится далее к трафарету и системе, используемым при осуществлении этого способа, к изготовленной этим способом сетке бумагоделательной машины, а также к способу изготовления с использованием такой сетки высокосортной или эмиссионной бумаги.
При изготовлении бумаги в непрерывном режиме на так называемых круглосеточных или длинносеточных бумагоделательных машинах бумажную массу подают на подвижную сетку, на которой она накапливается и обезвоживается с приобретением определенной прочности до такой степени, при которой ее в виде влажного бумажного плотна можно снять с сетки и направить на последующую обработку, например сушку или иную обработку.
При изготовлении бумаги с водяными знаками различают двухступенчатые водяные знаки с резким переходом между видимыми на просвет светлыми и темными участками и многоступенчатые водяные знаки с несколькими плавными переходами между видимыми на просвет светлыми и темными участками. Для создания двухступенчатых водяных знаков на сетку бумагоделательной машины напаивают металлические проволоки или металлические фасонные детали (так называемые гальваностереотипы), полностью закрывающие сетку в этих ее местах. Благодаря этому предотвращается накопление бумажной массы на этих отдельных участках сетки, что приводит к образованию в бумаге тонких мест, которые на просвет выглядят как исключительно светлые. При создании же многоступенчатых водяных знаков ячейки сетки бумагоделательной машины не закрывают. Вместо этого сетке путем выдавливания придают трехмерный рельеф, в результате чего у готовой бумаги ее толщина варьируется в соответствии с этим рельефом, а при просмотре готовой бумаги на просвет становятся видны плавные переходы между светлыми и темными участками.
В WO 99/14425 описано устройство для изготовления гигроскопичной бумаги и прежде всего описана сушильная сетка с определенным рисунком, на которой перемещается, соответственно, подвергается сушке бумажное полотно. Помимо двухслойной армирующей структуры такая сушильная сетка имеет также рельефную структуру, образованную нанесенным поверх нее отвержденным фоторезистом.
Способ придания сетке рельефной структуры описан в патенте US 4514345. Изготовленная описанным в этом патенте способом сетка используется для снабжения уже сформированного бумажного полотна трехмерным узором или рисунком, создаваемым за счет отклонения волокон в сторону рельефной структуры сетки.
В ЕР-А-0367520 описаны различные способы закрепления предназначенных для создания водяных гибких матриц на формующей бумажное полотно сетке, соответственно, на прижимной сетке. Подобные матрицы позволяют в процессе последующего изготовления бумаги создавать в ней водяные знаки.
В отличие от двухступенчатых водяных знаков многоступенчатые водяные знаки можно создавать только на круглосеточных бумагоделательных машинах, поскольку их сетки обладают сравнительно высокой жесткостью. У длинносеточных же бумагоделательных машин их сетка выполнена в виде бесконечной, движущейся по замкнутой траектории ленты, многократный перегиб которой в точках изменения направления ее движения привел бы к разрушению выдавленного на ней рельефа, переназначенного для создания многоступенчатых водяных знаков. Однако изготовление бумаги с водяными знаками и на круглосеточных бумагоделательных машинах связано со значительными затратами времени и средств, в связи с чем тисненые многоступенчатые водяные знаки используются только при изготовлении бумаг с высокой степенью их защиты от подделки, например банкнот или иных ценных бумаг.
Вместе с тем и создание двухступенчатых водяных знаков, несмотря на кажущиеся на первый взгляд более широкие возможности их применения связано во многих отношениях со значительными проблемами. Так, в частности, напаивание металлических проволок или гальваностереотипов на сетку бумагоделательной машины связано с высокими затратами ручного труда из-за необходимости привлекать для выполнения этой работы узкоспециализированных специалистов и поэтому связано также со значительными затратами времени и средств. Помимо этого прочно припаянные к сетке длинносеточной бумагоделательной машины элементы подвергаются высоким механическим нагрузкам и нередко отсоединяются от сетки, что отрицательно сказывается на безопасности производства и качестве продукции, поскольку отсоединившиеся от сетки элементы могут застревать в ее ячейках и приводить к повреждению бумажного полотна.
Аналогичные проблемы возникают и при создании водяных знаков на круглосеточных бумагоделательных машинах и прежде всего в тех случаях, когда двухступенчатый водяной знак комбинируют с тисненым многоступенчатым водяным знаком с целью, например, выделить в нем определенные детали, росчерки, гербы или аналогичные графические элементы за счет их выполнения особо светлыми.
Особые проблемы связаны, прежде всего, с закреплением гальваностереотипов на рельефных участках сетки бумагоделательной машины. Помимо этого значительные сложности возникают и с точным позиционированием гальваностереотипов на таких рельефных участках сетки бумагоделательной машины. Соответственно проблематичным является и повторное закрепление на сетке открепившихся от нее элементов точно в том же самом положении.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать сетку бумагоделательной машины и способ изготовления сетки бумагоделательной машины для изготовления бумаги с водяными знаками с использованием для их формирования средств, которые были бы простыми и недорогими в изготовлении и позволяли бы точно их позиционировать в том числе и на рельефных участках сетки и которые были бы способны выдерживать даже высокие нагрузки.
Указанная задача решается согласно изобретению с помощью сетки бумагоделательной машины для изготовления бумаги с водяными знаками, имеющей полностью закрытый заливочным составом или заполнителем отдельный участок, форма которого соответствует создаваемому в процессе изготовления бумаги водяному знаку и который по меньшей мере частично расположен на полученной выдавливанием рельефной поверхности сетки; и способа изготовления сетки бумагоделательной машины, в котором на подготовленную сетку бумагоделательной машины наносят заливочный состав или заполнитель, полностью закрывая им эту сетку на отдельном ее участке, форма которого соответствует создаваемому в последующем при изготовлении бумаги водяному знаку, при этом указанная сетка имеет полученный выдавливанием рельеф для создания многоступенчатого водяного знака и в заливочный состав или заполнитель заделывают определенные участки этого рельефа, предпочтительно его выступающие части. Формование на указанной сетке бумажного полотна обеспечивает новый способ изготовления эмиссионной или высокосортной бумаги.
Предлагаются также трафарет для применения в описанном способе и включающая его система для осуществления способа. Поверхность трафарета имеет рельефную структуру, которая по типу негативного рельефа согласована с полученным выдавливанием и предназначенным для создания многоступенчатого водяного знака рельефом сетки бумагоделательной машины.
Изобретение основано на том предположении, что для придания сетке бумагоделательной машины рельефной структуры нет необходимости использовать проволоки или гальваностереотипы с целью закрыть расположенные под ними участки сетки. Более того, сетку вполне достаточно просто закрыть каким-либо образом именно на этих ее участках, для чего в изобретении предлагается использовать заливочный состав или заполнитель, наносимый на определенные отдельные участки сетки и полностью закрывающий ее в этих местах. Предлагаемое решение позволяет с не меньшей эффективностью, что и традиционные гальваностереотипы, достичь той же цели, состоящей в предотвращении накопления бумажной массы на таких закрытых участках сетки и в получении за счет этого в бумаге очень светлых мест.
Нанесенный на сетку заливочный состав или заполнитель образует прочное соединение с ней и предпочтительно полностью охватывает полотно сетки. В соответствии с этим заливочный состав или заполнитель уже невозможно простым путем отделить от сетки бумагоделательной машины, что позволяет избежать описанных выше недостатков, связанных с напаиванием на сетку гальваностереотипов. Сетчатое полотно, из которого образована сетка, может быть полностью заключено в заливочный состав или заполнитель и на отдельном его участке. В качестве заливочного состава или заполнителя можно использовать все те материалы, которые допускают их нанесение на сетку бумагоделательной машины в вязком состоянии и которые после их дополнительной обработки или самостоятельного отверждения прочно соединяются с сеткой бумагоделательной машины. В качестве подобных материалов можно использовать, например, вязкие клеи, например системы на основе эпоксидных смол, или припойную пасту, которые прочно соединяются с ячейками сетки только после нагревания. В этих же целях можно использовать и радиационно-отверждаемые клеевые составы, например отверждаемые УФ-излучением клеи, и заливочный состав или заполнитель может представлять собой отвержденный синтетический полимерный материал.
Предлагаемое в изобретении решение может использоваться и в длинносеточных, и в круглосеточных бумагоделательных машинах. В случае круглосеточных бумагоделательных машин к выбору материала, используемого в качестве заливочного состава или заполнителя, из-за более низкой механической нагрузки на сетку предъявляются сравнительно низкие требования, что допускает использование в этих целях даже хрупких материалов. При применении же предлагаемого в изобретении решения в длинносеточных бумагоделательных машинах к упругости и эластичности заливочного состава или заполнителя предъявляются повышенные требования, поскольку такой материал не должен разрушаться на закрытых им участках сетки из-за многократного ее перегиба в точках изменения направления ее движения. В этом случае можно использовать, например, такие материалы, как резина или иные эластомеры.
Настоящее изобретение не ограничено также созданием двухступенчатых водяных знаков. Нанесение заливочного состава или заполнителя в виде соответствующего растра на сетку позволяет создавать с ее помощью и многоступенчатые водяные знаки. Так, в частности, варьируя толщину закрывающего сетку заливочного состава или заполнителя, можно регулировать количество накапливающейся на отдельных участках сетки бумажной массы и за счет этого воспроизводить видимую на просвет графическую информацию в различных серых тонах.
Для локального нанесения заливочного состава или заполнителя на сетку можно использовать множество различных методов. Так, в частности, заливочный состав или заполнитель можно наносить на сетку бумагоделательной машины трафаретной печатью, тампоном, распылением или ракелем. В соответствии с особым вариантом осуществления предлагаемого в изобретении способа заливочный состав или заполнитель наносят на сетку бумагоделательной машины с помощью трафарета. Такой трафарет может использоваться либо для нанесения заливочного состава или заполнителя на отдельные участки сетки, либо для отверждения нанесенного по большой площади заливочного состава или заполнителя на отдельных участках сетки.
Согласно первому варианту использования трафарета его накладывают поверх сетки бумагоделательной машины и затем на него наносят заливочный состав или заполнитель. Трафарет имеет вырезы, форма которых соответствует контуру закрываемого заливочным составом или заполнителем отдельного участка сетки, благодаря чему заливочный состав или заполнитель может затекать в полотно сетки и закрывать ее только на этом отдельном участке.
Согласно второму варианту использования трафарета заливочный состав или заполнитель сначала по большой площади наносят на сетку и лишь затем поверх него накладывают такой же трафарет, что и в первом варианте. После этого заливочный состав или заполнитель отверждают на тех участках, над которыми расположены вырезы трафарета, что обеспечивает постоянное закрытие сетки бумагоделательной машины только на этих участках. Пригодным для использования в качестве принудительно отверждаемого заливочного состава или заполнителя материалом является, например, отверждаемый УФ-излучением клей. На последующей стадии оставшуюся неотвержденной часть заливочного состава или заполнителя вымыванием удаляют из сетки бумагоделательной машины.
В соответствии с третьим вариантом осуществления предлагаемого в изобретении способа с использованием трафарета сначала на сетку аналогично второму варианту по большой площади наносят заливочный состав или заполнитель, поверх которого затем накладывают трафарет, форма которого, однако, в этом случае соответствует контуру закрываемого заливочным составом или заполнителем отдельного участка сетки. Затем с не закрытых трафаретом участков сетки удаляют заливочный состав или заполнитель, например сдувают или смывают. После этого оставшемуся под трафаретом заливочному составу или заполнителю дают затвердеть либо его отверждают принудительно.
Преимущество, связанное с использованием трафаретов, заключается в возможности их разработки на компьютере и простого их машинного изготовления. Такие трафареты можно изготавливать на основе подготовленных на компьютере данных фрезерованием, лазерной резкой, соответственно лазерным фрезерованием или же травлением по ранее изготовленному пленочному образцу. Помимо этого процесс нанесения заливочного состава или заполнителя также поддается автоматизации, что позволяет существенно рационализировать изготовление предназначенной для создания водяных знаков сетки бумагоделательной машины предлагаемым в изобретении способом. Поскольку обеспечить точное позиционирование трафаретов на сетке бумагоделательной машины достаточно просто, предлагаемое в изобретении решение позволяет также повысить качество такой сетки и изготовленной с ее помощью бумаги. Помимо этого предлагаемое в изобретении решение позволяет с воспроизводимым качеством в любое время изготовить новую сетку бумагоделательной машины, полностью идентичную предшествующей сетке.
Особые преимущества изобретения проявляются при необходимости получения в пределах многоступенчатого водяного знака особо светлого участка за счет заделывания в заливочный состав или заполнитель именно этих участков рельефной сетки, предпочтительно выступающих частей рельефа. При этом можно использовать трафарет, поверхность которого имеет рельефную структуру, согласованную с полученным выдавливанием рельефом сетки, и при наложении которого поверх сетки выступы и углубления этой рельефной структуры его поверхности совмещаются соответственно с углублениями и выступами полученного выдавливанием рельефа сетки. Тем самым обеспечивается точное и стопроцентно воспроизводимое позиционирование заливочного состава или заполнителя относительно места расположения будущего многоступенчатого водяного знака.
К заливочному составу или заполнителю для дополнительного повышения его стабильности предпочтительно добавлять волоконные армирующие наполнители, такие, например, как стекловолокно, или углеродное волокно при использовании клея в качестве заливочного состава или заполнителя, или тонкие медные проволоки при использовании припойной пасты в качестве заливочного состава или заполнителя.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 — банкнота с двухступенчатым водяным знаком и многоступенчатым водяным знаком,
на фиг.2 — схематичное изображение в разрезе сетки бумагоделательной машины после нанесения на нее заливочного состава или заполнителя с использованием трафарета,
на фиг.3 — схематичное изображение в разрезе сетки бумагоделательной машины после нанесения на ее рельефный участок заливочного состава или заполнителя с использованием трафарета,
на фиг.4 — схематичное изображение в разрезе сетки бумагоделательной машины во время принудительного отверждения нанесенного на нее по большой площади заливочного состава или заполнителя с использованием трафарета и
на фиг.5 — схематичное изображение в разрезе сетки бумагоделательной машины после нанесения на нее по большой площади заливочного состава или заполнителя и перед удалением избытка заливочного состава или заполнителя с использованием трафарета.
На фиг.1 показана банкнота, имеющая несколько двухступенчатых водяных знаков 1 в виде соответствующих ее номиналу цифр «100» и один многоступенчатый водяной знак 2 в виде портретного изображения. Отдельные двухступенчатые водяные знаки 1 частично или полностью накладываются на многоступенчатый водяной знак 2. Бумагу для такой банкноты из-за наличия у нее многоступенчатого водяного знака изготавливают на круглосеточной бумагоделательной машине с рельефной сеткой, предназначенной для создания водяного знака 2 в виде портретного изображения.
Ниже со ссылкой на фиг.2 рассмотрен первый вариант осуществления предлагаемого в изобретении способа изготовления сетки 20, которая в данном случае используется для создания исключительно двухступенчатых водяных знаков. В соответствии с этим поверх сетки 20 накладывают трафарет 30 с прорезями 31, которыми определяются те отдельные участки 11 сетки 20, на которых ее необходимо закрыть заливочным составом или заполнителем 10. Затем на трафарет 30 наносят заполнитель 10, который проникает в сетку 20, проходя через нее насквозь, только через прорези 31 в трафарете 30 и полностью закрывает в этих местах ее полотно. Завершению этой стадии предлагаемого в изобретении способа соответствует показанное на фиг.2 состояние.
На следующей стадии трафарет 30 удаляют и либо дают заполнителю 10 отвердеть самостоятельно, либо его отверждают принудительно путем, например подводя к нему тепло или воздействуя на него УФ-излучением в зависимости от свойств его материала. В другом варианте заполнитель 10 сначала можно подвергнуть отверждению, соответственно дать ему затвердеть и лишь после этого удалить трафарет 30, что позволяет придать контуру двухступенчатого водяного знака особо точные и четкие границы.
Следует отметить, что соотношения между размерами показанных на фиг.2 элементов не соответствуют реальным. Так, в частности, трафарет 30 показан чрезмерно большой толщины по сравнению с толщиной сетки 20.
После окончательного соединения заполнителя со структурой сетки 20 и полного ее закрытия им на этих ее участках сетка становится частично водонепроницаемой, что в процессе изготовления бумаги препятствует скоплению бумажной массы в закрытых заполнителем местах сетки. У изготовленной с использованием подобной сетки бумаги ее соответствующие таким участкам сетки участки выглядят на просвет как очень светлые на фоне окружающего их материала бумаги.
Описанным выше со ссылкой на фиг.2 способом можно изготавливать сетки и для длинносеточных, и для круглосеточных бумагоделательных машин, тогда как описанный ниже со ссылкой на фиг.3 способ предназначен для изготовления сеток, используемых исключительно в круглосеточных бумагоделательных машинах, и аналогично рассмотренному выше способу предполагает нанесение заполнителя на отдельные участки 11 рельефной сетки 20. Как показано на фиг.3, прилегающая к сетке 20 поверхность трафарета 30 имеет рельефную структуру 32, которая по типу негативного рельефа согласована с рельефной структурой сетки 20 и одновременно с этим согласована также с ее кривизной, обусловленной ее использованием в круглосеточной бумагоделательной машине. В остальном этот способ защиты сетки на отдельных ее участках 11 заполнителем 10 ничем не отличается от способа, описанного выше со ссылкой на фиг.2. Иными словами, при осуществлении способа в соответствии с показанным на фиг.3 вариантом трафарет 30 накладывают поверх сетки 20, совмещая выступы и углубления рельефной структуры 32 его поверхности соответственно с углублениями и выступами рельефной структуры этой сетки 20. Затем на трафарет 30 наносят заполнитель 10, который через вырезы в трафарете 30 проникает в сетку, проходя через нее насквозь, в результате чего полотно этой сетки 20 оказывается заделанным в этот заполнитель только на отдельных ее участках 11. После этого с трафарета 30 удаляют избыток заполнителя (соответствует показанному на фиг.3 состоянию) и затем трафарет 30 снимают с сетки 20. В завершение заполнитель 10 отверждают, соответственно дают ему затвердеть или же при необходимости сначала отверждают заполнитель 10, а затем удаляют трафарет 30.
Ниже со ссылкой на фиг.4 описан второй вариант осуществления предлагаемого в изобретении способа. В соответствии с этим вариантом на первой стадии на сетку 20 по большой площади наносят заполнитель 10, который полностью пропитывает полотно сетки и закрывает ее. Выражение «по большой площади» в данном контексте обозначает площадь, которая превышает размеры закрываемых в конечном итоге на длительное время отдельных участков 11 сетки 20, которые в процессе изготовления бумаги обеспечивают последующее создание в ней водяного знака. После пропитки сетки 20 заполнителем 10 поверх нее накладывают трафарет 30, который аналогичен используемому в варианте, описанном выше со ссылкой на фиг.2, и затем отверждают заполнитель 10 на отдельных участках 11, форма которых определяется формой вырезов 31 этого трафарета 30, для чего в рассматриваемом варианте используют источники 40 УФ-излучения. После отверждения заполнителя 10 на отдельных участках 11 трафарет 30 удаляют и из полотна сетки вымывают неотвержденный заполнитель 10, которая в результате на этих ее участках вновь становится проницаемой. В результате получают сетку 20, которая по своей структуре полностью аналогична сетке, получаемой описанным выше со ссылкой на фиг.2 способом.
В соответствии с третьим вариантом осуществления предлагаемого в изобретении способа, рассмотренным ниже со ссылкой на фиг.5, на сетку 20 аналогично описанному выше со ссылкой на фиг.4 варианту по большой площади наносят заполнитель 10 и затем поверх сетки накладывают трафарет 30, внешний контур 33 которого соответствует форме закрываемого заполнителем отдельного участка 11. После этого с не закрытых трафаретом 30 участков сетки удаляют заполнитель 10, например выдувают его продувкой сетки 20 струей газа, а оставшуюся на отдельных участках 11 часть заполнителя 10 затем отверждают. В другом варианте сначала можно отверждать заполнитель на отдельных участках 11 сетки, используя для этой цели, например, нагреваемый трафарет 30 и термоотверждаемый заполнитель 10, и лишь затем удалять, например вымыванием, неотвержденную часть заполнителя 10.
Для применения в качестве заполнителя наиболее пригодны те материалы, которые допускают их нанесение на сетку 20 бумагоделательной машины в вязком состоянии и которые после их самостоятельного или принудительного отверждения прочно соединяются с этой сеткой. В качестве таких материалов можно использовать вязкие клеи, например системы на основе эпоксидной смолы, а также припойную пасту, которая известна по ее применению, например в технологии поверхностного монтажа, и которая лишь после ее нагревания прочно соединяется с ячейками сетки бумагоделательной машины. Равным образом в предусмотренных изобретением целях можно использовать заливочные составы или заполнители на основе отверждаемого УФ-излучением клея. Сказанное относится прежде всего к варианту, описанному выше со ссылкой на фиг.4.
Для повышения стабильности заполнителя и силы его сцепления с сеткой к нему можно добавлять наполнители, например к клеям можно добавлять стекловолокно или углеродное волокно, а к припойной пасте — тонкую медную проволоку.
Наносить заполнитель 10 на сетку 20 бумагоделательной машины можно трафаретной печатью, тампоном, распылением, ракелем или иными распространенными методами, используя при этом предпочтительно трафарет 30 для нанесения заполнителя на точно заданные места сетки.
Трафарет 30 в свою очередь можно разрабатывать на компьютере и затем с использованием технологии автоматизированного проектирования и управления производством автоматически изготавливать фрезерованием, лазерной резкой или лазерным фрезерованием. Другим эффективным методом изготовления трафарета 30 является травление по пленочному образцу.
1. Способ изготовления сетки (20) бумагоделательной машины для изготовления бумаги с водяными знаками (1), заключающийся в том, что подготавливают сетку (20) бумагоделательной машины и затем на эту сетку (20) наносят заливочный состав или заполнитель (10), полностью закрывая им эту сетку (20) на отдельном ее участке (11), форма которого соответствует создаваемому в последующем при изготовлении бумаги водяному знаку (1), при этом указанная сетка (20) имеет полученный выдавливанием рельеф для создания многоступенчатого водяного знака (2) и в заливочный состав или заполнитель заделывают определенные участки этого рельефа, предпочтительно его выступающие части.
2. Способ по п.1, отличающийся тем, что заливочный состав или заполнитель наносят в виде растра.
3. Способ по п.1, отличающийся тем, что заливочный состав или заполнитель (10) отверждают, получая прочное соединение между ним и сеткой (20) бумагоделательной машины.
4. Способ по п.1, отличающийся тем, что на стадии нанесения заливочного состава или заполнителя (10) или на стадии его отверждения используют трафарет (30).
5. Способ по п.4, отличающийся тем, что трафарет (30) имеет вырез (31), форма которого соответствует контуру закрываемого заливочным составом или заполнителем отдельного участка (11) сетки, и заливочный состав или заполнитель (10) наносят на сетку (20) бумагоделательной машины через этот вырез (31) в трафарете (30).
6. Способ по п.4, отличающийся тем, что заливочный состав или заполнитель (10) наносят по большой площади, а трафарет (30) используют либо для последующего удаления той части заливочного состава или заполнителя (10), которая расположена за пределами закрываемого отдельного участка (11) сетки, либо для целенаправленного отверждения той части заливочного состава или заполнителя (10), которая расположена в пределах закрываемого отдельного участка (11) сетки.
7. Способ по п.6, отличающийся тем, что трафарет (30), форма которого соответствует контуру закрываемого отдельного участка (11) сетки, накладывают поверх нанесенного по большой площади заливочного состава или заполнителя (10) и удаляют не закрытую трафаретом (30) часть этого заливочного состава или заполнителя (10).
8. Способ по п.1, отличающийся тем, что в качестве заливочного состава или заполнителя (10) используют клей на основе эпоксидной смолы.
9. Способ по п.1, отличающийся тем, что в качестве заливочного состава или заполнителя используют термоотверждаемую припойную пасту.
10. Способ по п.1, отличающийся тем, что в качестве заливочного состава или заполнителя (10) используют отверждаемый УФ-излучением клей.
11. Способ по п.6, отличающийся тем, что трафарет (30) с вырезом (31), форма которого соответствует контуру закрываемого заливочным составом или заполнителем отдельного участка (11) сетки, накладывают поверх нанесенного по большой площади заливочного состава или заполнителя (10), после чего заливочный состав или заполнитель (10) отверждают через вырез (31) в трафарете (30) и в завершение удаляют неотвержденный заливочный состав или заполнитель (10).
12. Способ по п.1, отличающийся тем, в качестве трафарета используют трафарет (30), поверхность которого имеет рельефную структуру (32), которая по типу негативного рельефа согласована с полученным выдавливанием рельефом сетки, и при наложении которого поверх сетки выступы и углубления этой рельефной структуры (32) его поверхности совмещают соответственно с углублениями и выступами полученного выдавливанием рельефа сетки (20).
13. Способ по п.1, отличающийся тем, что изготавливают сетку (20) для круглосеточной бумагоделательной машины.
14. Способ по п.1, отличающийся тем, что заливочный состав или заполнитель (10) содержит волоконные армирующие наполнители.
15. Трафарет для применения в способе по п.12, поверхность которого имеет рельефную структуру (32), которая по типу негативного рельефа согласована с полученным выдавливанием и предназначенным для создания многоступенчатого водяного знака (2) рельефом сетки (20) бумагоделательной машины.
16. Система для осуществления способа по п.12, состоящая из трафарета (30) по п.15 и сетки (20) бумагоделательной машины, имеющей полученный выдавливанием и предназначенный для создания многоступенчатого водяного знака (2) рельеф, согласованный с рельефной структурой (32) поверхности трафарета (30).
17. Сетка (20) бумагоделательной машины для изготовления бумаги с водяными знаками, имеющая полностью закрытый заливочным составом или заполнителем (10) отдельный участок (11), форма которого соответствует создаваемому в процессе изготовления бумаги водяному знаку (1) и который по меньшей мере частично расположен на полученной выдавливанием рельефной поверхности сетки.
18. Сетка бумагоделательной машины по п.17, отличающаяся тем, что она образована сетчатым полотном, которое на отдельном его участке (11) полностью заключено в заливочный состав или заполнитель (10).
19. Сетка бумагоделательной машины по п.17, отличающаяся тем, что заливочный состав или заполнитель (10) представляет собой отвержденный синтетический полимерный материал.
20. Сетка бумагоделательной машины по п.17, отличающаяся тем, что она представляет собой сетку (20) круглосеточной бумагоделательной машины.
21. Способ изготовления эмиссионной или высокосортной бумаги, отличающийся тем, что бумажное полотно формуют на сетке по п.17.
Назначение процесса сушки бумаги и устройство сушильной части
бумагоделательной машины
содержание ..
70 71
72
73
74
75
76
77
78
79 80
..
Глава 10 СУШКА БУМАГИ
§ 43.
НАЗНАЧЕНИЕ ПРОЦЕССА СУШКИ БУМАГИ И УСТРОЙСТВО
СУШИЛЬНОЙ ЧАСТИ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ — ЧАСТЬ 1
Процесс сушки бумаги имеет своим назначением не только дальнейшее
обезвоживание бумажного полотна путем испарения из него влаги, но и
сближение волокон после прессования под влиянием происходящей при сушке
усадки бумаги с установлением между волокнами связей, определяющих
основные свойства бумажного полотна: механическую прочность, впитывающую
способность, воздухопроницаемость и др. Кроме того, соответствующим
технологическим режимом сушки бумаге могут быть приданы специальные
свойства, связанные с завершением проклейки, окраски, приданием
влагопрочности и пр. Таким образом, сушкой бумаги заканчивается процесс
ее обезвоживания на бумагоделательной машине с одновременным приданием
ей необходимых свойств, которые могут быть достигнуты сразу же после
сушки или же после завершающего процесса отделки бумаги.
Если принять за 100% общее количество воды, удаляемой на
бумагоделательной машине, то на сеточном столе из этого количества
обычно удаляется 96—97,5%, на сушильной части машины примерно 1,5%. Эти
1,5% на сушильной части современной быстроходной бумагоделательной
машины, вырабатывающей газетную бумагу, выражаются в виде 250—300 т и
более воды в сутки. Обезвоживание сушкой обходится в 10— 12 раз дороже,
чем удаление влаги на прессах, и в 60—70 раз дороже, чем удаление воды
на’ сеточном столе бумагоделательной машины.
Хотя широко применяемый в настоящее время способ удаления воды из
бумажного полотна путем его контактной сушки является дорогостоящим и
сушильная часть современной бумагоделательной машины существенно дороже
других ее частей, тем не менее существующий способ сушки бумаги остается
наиболее эффективным по сравнению с другими известными способами сушки
материалов.
Сушильная часть бумагоделательной машины (рис. 72) обычно состоит из
двух рядов обогреваемых паром бумагосушильных цилиндров 2, расположенных
в шахматном порядке. Общее число бумагосушильных цилиндров зависит от
скорости машины и вида изготовляемой бумаги. Оно обычно составляет 6—7
цилиндров при выработке конденсаторной бумаги, 50—70 цилиндров при
выработке газетной и мешочной бумаги и достигает 100 и более цилиндров
при выработке некоторых видов картона. Бумажное полотно последовательно
огибает боковую поверхность вращающихся цилиндров и проходит по ним от
нижнего к верхнему, вновь к нижнему и .т. д. При этом на участке
соприкосновения с цилиндрами полотно прижимается сушильным сукном 4,
обеспечивающим плотный контакт между бумагой и горячей поверхностью
цилиндров. Сукно, увлажненное от бумаги, высушивается на сукносушильном
цилиндре 3. Все бумагосушильные цилиндры разбиты на группы, состоящие
каждая из нескольких цилиндров, охватываемых одним сукном. На
приведенной схеме группа состоит из пяти бумагосушильных цилиндров и
одного сукносушильного.
Каждые две расположенные рядом группы цилиндров (нижняя и верхняя)
представляют собой сушильную секцию, имеющую самостоятельный привод.
Бумагосушильные цилиндры в каждой группе с приводной стороны машины
сцеплены между собой зубчатыми колесами, насаженными на цапфы цилиндров
и приводимыми в движение от общего привода для
каждой секции. Сукносушильные же цилиндры и сукноведущие валики
приводятся в движение от сушильных сукон.
Наличие сушильных секций, имеющих каждая самостоятельный привод, дает
возможность в определенных пределах регулировать скорость цилиндров
каждой секции и, следовательно, регулировать натяжение бумажного полотна
между секциями. Очевидно, что чем больше усадка бумаги, тем больше
должно быть число приводных секций и меньше бумагосушильных цилиндров в
каждой секции. Благодаря этому будет обеспечено более плавное
регулирование натяжения полотна в сушильной части бумагоделательной
машины, не будет морщин у бумаги и обрывов полотна. Так, при выработке
конденсаторной и чертежной прозрачной бумаги, изготовляемых из массы
жирного помола и имеющих усадку до 9—12 % и выше, каждый цилиндр (иногда
2 цилиндра) представляет собой самостоятельную приводную секцию. При
выработке же бумаги с усадкой 2,5—3,5 % и с содержанием значительного
количества древесной массы (газетная, типографская и др.) привод, ная
секция может состоять из 8—16 цилиндров. Для сушки сушильных сукон в
каждой группе бумагосушильных цилиндров устанавливается один и обычно не
более двух сукносушильных цилиндров.
Для надлежащей работы сушильных сукон в каждой группе цилиндров имеются
механизмы автоматической правки и натяжения сукна.
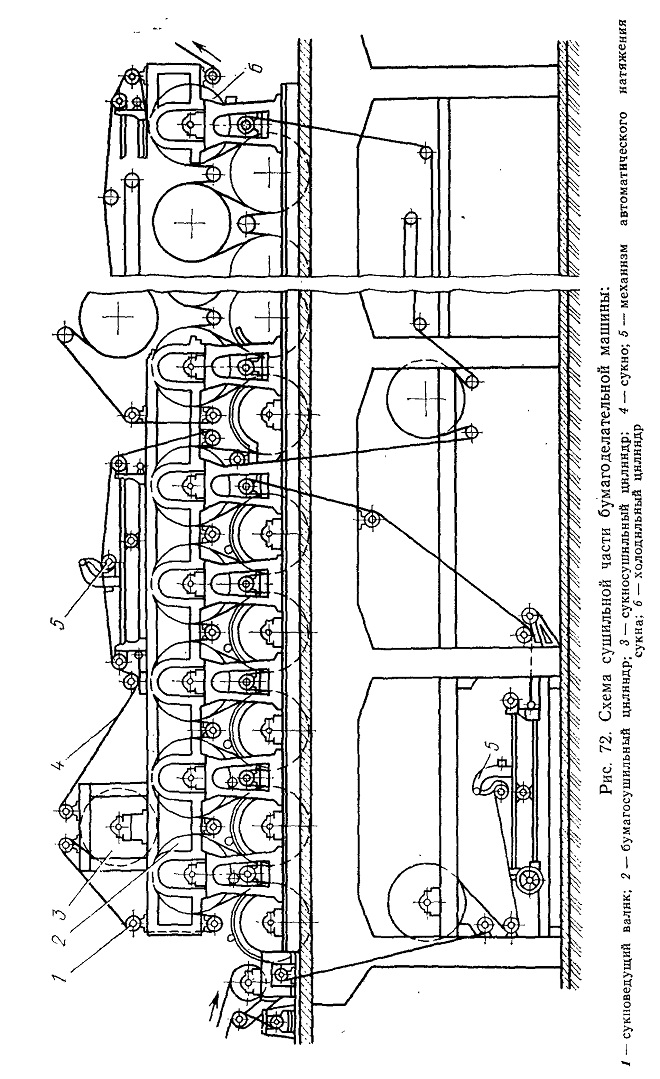
Рис 72
содержание ..
70 71
72
73
74
75
76
77
78
79 80
..
Тканая сушильная сетка для бумагоделательных машин
Изобретение относится к текстильной отрасли промышленности, в частности — к техническим тканям, предназначенным для использования в качестве сушильных сеток на бумагоделательных машинах, и позволяет улучшить эксплуатационные характеристики путем уменьшения маркируемости полотна бумаги сеткой. Уточные нитроновые нити верхнего слоя расположены парами, а точки перевязок с уточными нитроновыми нитями в каждом раппорте переплетения pa.s- .мещены по закону восьмиремизного c;i. ::i-:i причем каждая нить в пределах , : огибает соответствующую пару уточпь;- ; — тей верхнего слоя, затем одну нить liii/i-:.-:- слоя, потому одну нить среднего c. itiH и i нить нижнего слоя, а соотногпение i; ; порте уточных мононитей и нитроновь.х тей равно 1:1. Предлагаемая суши.1ьиая сетка может быть применена па выс(1коскоростных бумагоделательнь1х мап1ин;1Х, вырабатывающих качественную, например газетную,бумагу. 2 ил. СЛ
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К А BTOPCHOMY СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР (2! ) 42! 7635/31-12 (22) 27.03.87 (46) 28.02.89. Бюл. № 8 (71) Ленинградский институт текстильной и легкой промышленности им. С. М. Кирова и
Комбинат тонких и . технических сукон им. Э. Тельмана (72) А. H. Могильный, А. П. Блинов, И. П. Блинов, Н. В. Касюков, Н. H. Лысенко, Г. A. Хомич и !. Г. Субботин (53) 677.061(088.8) (56) Сергеев В. Я. и др. Технология производства технических сукон. М.: Легкая индустрия, 1977, с. 89.
Заявка ((.!Неции ¹ 441533, кл. D 21 1 I,,! (0, 1985.
17Р(.ФСР -42
ГОСТ, ТУ X:, марка СК вЂ” 2, 9254 79 ((з<)б)ретенис относится к текстильной отрасли промышленности, в частности к тканям, предназначенным для использования в качестве сушильных сеток на бумагоделательных ма1пин()х.
Цель изобретения — — улучшение эксплуатационных характеристик путем уменьшения маркируемости полотна бумаги сеткой.
На фиг. 1 схематически изображена сушильная сетка трехслойного переплетения, продольный разрез; на фиг. 2 — один раппорт рисунка переплетения ткани канвовым способом.
На фиг. 1 уточные нити из волокнанитрон аппаратного способа прядения изоб„„Я0„„1461782 А 1 (5И 4 D 03 Е) I/00, ll 00, D 21 Е 7 08, I !О (54) ТКАНАЯ СУШИЛЬНАЯ СЕТКА ДЛЯ
БУМАГОДЕЛАТЕЛЬНЫХ МАШИН (57) Изобретение относится к текстильной отрасли промышленности, в частности — к техническим тканям, предназначенным для использования в качестве сушильных сеток на бумагоделательных машинах, и H03Boляе улучшить эксплуатационные характеристики путем уменьшения маркируемости полотна бумаги сеткой. Уточные нитроновые нити верхнего слоя расположены парами, а точки перевязок с уточнь>ми нитроновыми нитями в каждом раппорте переплетения размегцены по закону восьмиремизно)о са, 1 ;: причем каждая нить в пределах рн1:.. огибает соответствующую пару уто ill!>: ° тей верхнего слоя, затем одну нить нн. слоя> IIQToxix Однi нить pi .,тнего с.-)0«1 1Н) нить нижнего слоя, а соотношение «, )lillпорте уточных мононитей и и итроновы х . итей равно 1: I. ((редлагаемая сх шн.)НHBH сетка может быть применена 1111 вl lo1)ко
cKopocTHbIx бумагоделательны. xi illll! Hl)., вырабатываюгцих качественнук), II;ill(м газетную, бумагу. 2 ил.
2 ражены заштрихованными кружкамн. ) ),) >— ные полиэфирные мононитн среднег« нижнего слоев изображены закрашеHHblxlll кружками, а основные нити изображены
;IHHHHMH.
На фиг. 2 вертикальные междустрочия обозначают уточные нити, а гориз«нтальныс междустрочия — основные нити, Основные перекрытия помечены крестиками.
Как видно из фиг. 1, уточные нити (прокидки) HHTpoBblx нитей расположены нарами: 1 и 2,5и 6,9и 10, 13 и!4 н т.:b (Ipliчем каждая пара нитей в пределах ра Нортс1 Ill. p). Н1)ы настоя Toлъко Одной ОсновнОИ
H HTblO: X T()>!HI>lC HHTH ll 2 — OCIH)BI!«II
1461782 нитью 33, нити 5 и 6 — нитью 36 нити 9 и 10— нитью 30, нити 13 и!4 — нитью 34 и т. д. При таком расположении уточные.нити каждой пары касаются друг друга. В готовой ткани между ними отсутствует просвет и достигается высокая застилистость, что снижает маркируемость полотна бумаги сеткой, а также обеспечивает воздухопроводимость порядка 35 см /см с и дает возможность устанавливать сетку на высокоскоростные машины.
В предлагаемой структуре точки перевязок основных нитей уточными нитями распределены по закону восьмиремизного сатина. Как видно на фиг. 2, точка перевязок крайней основной нити 33 размещена над уточной нитью 2, образуя основное перекрытие. На этом участке основная нить 33 . работает в верхнем и среднем слоях и пять основных перекрытий располагаются подряд.
Эти перекрытия помечены расположенными подряд крестиками на фиг. 2.
Следующая по порядку основная нить 34 выходит на лицевую поверхность и образует основное перекрытие над четной уточной нитью !4 верхнего слоя, т. е. точка перевязки смещена относительно предыдуп(ей на 12 нитей.
Основная нить 35 имеет перевязку с уточной нитьк5 26. Эта точка перевязки смещена относительно предыдущей также íà 12 нитей. Следовательно, точки перевязок образованы следу>ощими основными и уточными нитями соответственно: 33 и 2, 34 и 14, 35 и
36, 36 и 6, 37 и 18, 38 и 30, 38 и 8, 40 и 22. При таком размещении точек перевязок между ними имеется»остоянный сдвиг, равный 12, и точки перевязок равномерно распределе-!
II)l I!() поверх»ост > ткани.
1акой нид р;I«!!p(,1eления точек перевязок (ч>иж(>(т >аркируемость бумажного пО,101 i!a с(T I;() I! .
Каж,1;I5! )«Ii()I>!.ая нить в пределах раппорта и ) г,у ().ибаег две нити верхнего слоя,:>,>-, 5! )((ну нить нижнего слоя, потом одl!h IIIII>, рс,;»(>о слоя и снова одну нить
III>Ai к о «. )5I. Как видно на фиг. 1, основI!;I5I )»(>ч.: огиоает две нити 1 и 2 верх;)«(;., » >;>тем одну нить 12 IIH>I II(го слоя, потом одну нить 19 среднего слоя и снова одну нить 28 нижнего слоя.
Следующая основная нить 34 огибает две нити 13 и 14, затем 24, потом 31 и потом 8.
Другие нити основы имеют аналогичный характер переплетения.
Такой характер переплетения основных и уточных нитей обеспечивает достаточную прочность ткани и создает возможность применения ее на высокоскоростных бумагоделательных машинах, но в то же время каждая нить основы выходит на лицевую поверхность ткани только один раз в пределах уточного раппорта, равного 32, что снижает маркируемость бумаги сеткой.
Формула изобретения
Тканая сушильная сетка для бумагоделательных машин, выполненная трехслойной с раппортом по основе, равным восьми, и со20 держащая в верхнем слое уточнь|е ни роновые нити аппаратного прядения, а в среднем и нижнем слоях — равное количество уточных полиэфирн:х нитей, при этом в раппорте по утку каждая из основных комплексных нитей последовательно огибает уточные нити верхнего слоя, одну уточную нить нижнего слоя, одну среднего слоя и одну нижнего, отличающаяся тем, что, с целью улучшения эксплуатационных характеристик путем уменьшения маркируемости полотна
30 бумаги сеткой, верхний слой дополнительно имеет уточные нитроновые нити аппаратного прядения, общее количество уточных нитей верхнего слоя равно общему количеству уточных нитей среднего и нижнего слоев, при этом в верхнем слое уточные
35 нити расположены в одной горизонтальной плоскости парами, а в пределах раппорта по утку каждая из основных нитей огибает соответствующую пару уточных нитей верхнего слоя, причем в каждом раппорте
40 по основе точки перевязок основных нитей с уточными нитями каждой пары верхнего слоя размещены по закону восьмирезного сатина, а линейная плотность уточных нитей верхнего слоя равна линейной плотности основных комплексных нитей.
1461782
X ЗЗ
X 35
XXX
ХХ
X3S
Хх
Х 39
ХХ
1 3 5 7 9 17 13 75
17 79 21 23 25 27 29 37
Д4 2. 2
Составитель Н. Самарина
Редактор Н. Киштулинец Техред И. Верес Корректор М. Макснмишинец
Заказ 580/21 Тираж 4!4 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР ! 13035, Москва, )К вЂ” 35, Раушская наб., д. 4/5
Производственно-издательский комбинат «Патент», г. Ужгород, ул. Гагарина, !О!





")